Рис. 2.14.1. Проверка клапана на концентричность рабочей фаски головки и стержня:
1. Если на фасках головок клапанов имеются значительная выработка, раковины, небольшие участки прогара или другие повреждения, нарушающие плотность посадки клапана, то для их удаления прошлифовать фаски.
2. Шлифование рабочих фасок клапанов производится на специальных шлифовальных станках или на универсальном оборудовании с помощью суппортно-шлифовального приспособления.
Рабочую поверхность
шлифовать под углом 45°±15' к оси
стержня.
3. При шлифовании снимать минимальное количество металла, необходимое для того, чтобы вывести изъян.
4. Проверить высоту цилиндрического пояска головки клапана. Если после шлифования фаски эта вьюота окажется меньше 0,3 мм, клапан заменить.
5. При обнаружении погнутости стержня клапана его также заменить.
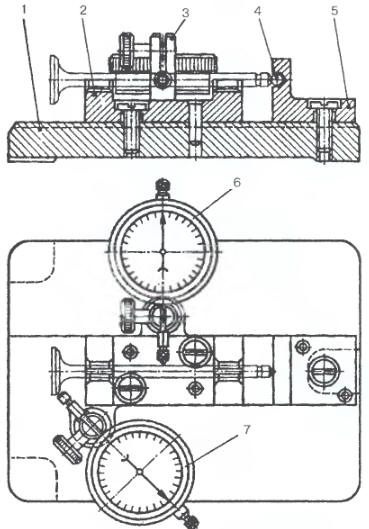
6. Проверить концентричность рабочей
фаски клапана относительно
его стержня на приспособлении с индикаторными
головками. Взаимное
биение поверхности фаски и стержня
клапана должно быть не более 0,050
мм (рис. 2.14.1).
Рис. 2.14.1. Проверка клапана на концентричность рабочей фаски головки и
стержня:
1 - плита; 2 - призма; 3 - держатель; 4 - шарик; 5 - стойка; 6, 7 - индикаторы.