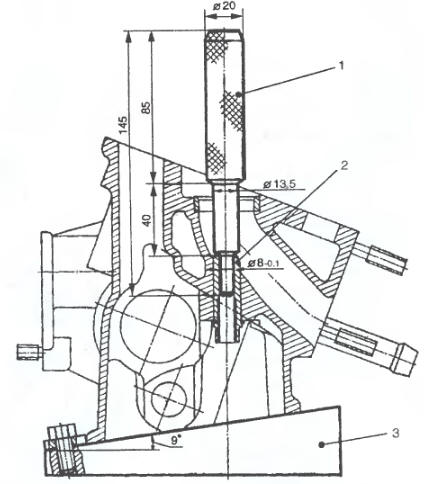
Рис. 2.15.1. Оправка для выпрессовки направляющей втулки клапана:
1. Выпрессуйте изношенную направляющую втулку клапана с помощью оправки и молотка или под прессом (рис. 2.15.1).
Рис. 2.15.1. Оправка для выпрессовки направляющей втулки клапана:
1 - оправка; 2 - втулка клапана; 3 - подставка.
2. Установить стопорное кольцо в канавку направляющей втулки. Нагреть головку до температуры 165- 175 °С и оправкой М9840-748 запрессовать в отверстие головки цилиндров новую направляющую втулку ремонтного размера (большую по наружному и меньшую по внутреннему диаметрам) до упора стопорного кольца в плоскость головки (рис. 2.15.2).
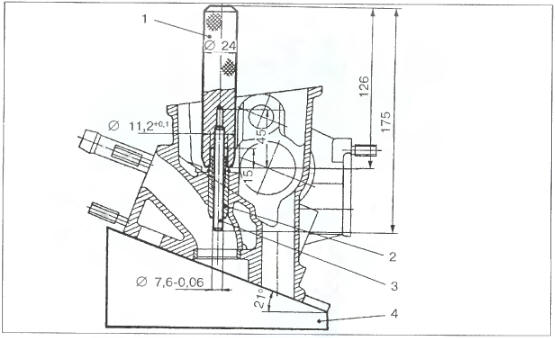
Рис. 2.15.2 Оправка М9840-748 для запрессовки направляющих втулок клапанов
3. Перед запрессовкой окунуть направляющую втулку в моторное масло.
4. После запрессовки внутренний диаметр направляющей втулки развернуть до размера 7,992-8,01 мм для втулки впускного клапана; 7,966- 7,987 мм - для втулки выпускного клапана.
5. Проверить прямолинейность отверстия во втулке оправкой диаметром 7,976^°°°^ мм. Оправка должна свободно проходить на всю длину втулки. Отверстие должно иметь гладкую поверхность без рисок и за- диров.