Рис. 2.16.1. Оправки для запрессовки седел клапанов:
1. При обнаружении ослабления
посадки седла клапана, трещин или
значительных обгаров седло подлежит
замене. Выем седла произвести
вырезанием на станке. Перед установкой
нового седла ремонтного
размера зачистить гнездо от забоин и
тщательно протереть.
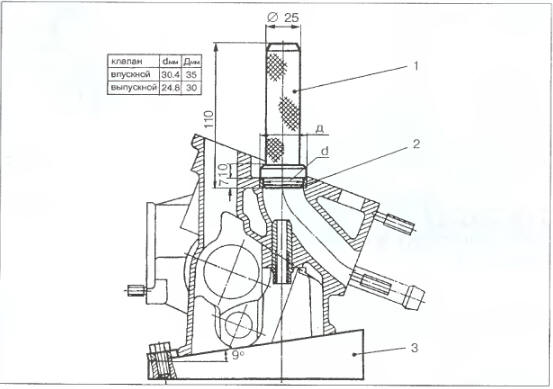
2. Нагреть головку цилиндров до температуры 80 ± 5 "С. Установить седло на головку так, чтобы фаска на наружном диаметре седла была направлена в сторону направляющей втулки клапана и запрессовать его оправками; М9840-852 - для седла впускного клапана с диаметром направляющей части 30,4 мм и М9840-851 - для седла выпускного клапана с диаметром направляющей части 24,8 мм (рис. 2.16.1).
Проследить за плотной посадкой седла до упора и прошлифовать фаску на седле клапана.
Рис. 2.16.1. Оправки для запрессовки седел клапанов:
1 - оправка; 2 - седло клапана; 3 - подставка.