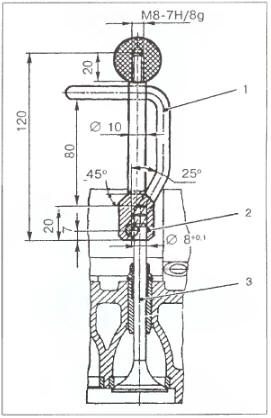
Рис. 2.18.1. Приспособление М9849-120 для притирки клапанов:
1. Притирка клапанов к седлам
необходима для обеспечения герметичности
в случаях: шлифовки
рабочих фасок клапанов или седел;
замены направляющей втулки
или клапана и при незначительных
износах седел и головок клапанов.
2. Нанести на фаску головки клапана
тонкий слой притирочной пасты,
приготовленной в виде смеси мелкого
шлифовального порошка (шлифовальный
порошок электрокорунд
М14) с маслом для двигателя. Смазать
стержень клапана чистым маслом и установить
клапан в направляющую
втулку. Закрепить клапан в приспособлении
М9849-120 специальным
зажимом и вращать его поочередно в
обе стороны, слегка прижимая к седлу
(рис. 2.18.1).
Рис. 2.18.1. Приспособление М9849-120 для притирки клапанов:
1 — зажим, 2 - оправка, 3 - клапан.
3. К концу притирки уменьшить содержание шлифовального порошка в притирочной пасте, а с момента, когда притираемые поверхности станут гладкими и примут ровный серый цвет, притирку производить только на масле.
4. Внешним признаком удовлетворительной притирки является получение замкнутого пояса одинакового матово-серого цвета на рабочих поверхностях головки клапана и его седла. Ширина пояса должна быть для впускных 0,43—1,43 мм и для выпускных клапанов 1,57-2,57 мм.
5. После притирки тщательно промыть клапаны и седла.
6. Проверить герметичность клапанов.
При избыточном давлении
(0,05 + 0,01) МПа (0,5 ± 0 , 1 ) кгс/см^
количество пропускаемого клапаном
воздуха должно быть не более 50 см^
за одну минуту. Проверку плотности
клапанов можно осуществить керосином.
Пропуск керосина через клапаны из впускных и выпускных полостей головок цилиндров при выдержке до 3 мин. не допускается. В случае большего количества пропускаемого воздуха или течи керосина нужно повторить притирку.